行燈(あんどん)
2025年4月19日
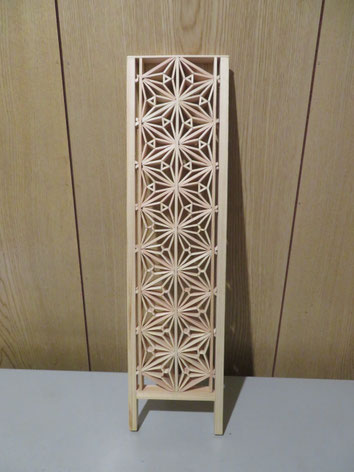
まず最初に行燈を作る予定です。
構想としては6面を持つ六角柱の行燈です。
6面に基本となる組子の型を多く入れ、練習となる物とする予定です。

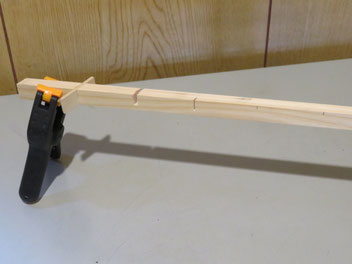
枠となる桧材10×15×450mmをほぼ斜めに断面カットしました。

カットした材を縦の枠材に使用し枠を作製しました。
枠内の基本は50mmピッチで400×100mmです。
これを6枚作りました。

この枠1枚に格子の地組を組むための材を板厚3mm×15mmの桧で作製しました。

格子の地組を製作しました。

格子の中に斜めに組子を入れ、三角を作るために板厚3mmの桧を切断し治具で先端を90度に加工します。

角胡麻に使う組子を製作しました。
板厚2mmの桧です。

組子の先端を治具で加工しました。
板厚2mm。

角胡麻に使うこの三角パーツを組み立てました。
これと対称の形のパーツの同数あります。
形状的には同じですが、どのラインが表になるかで形が違ってきます。

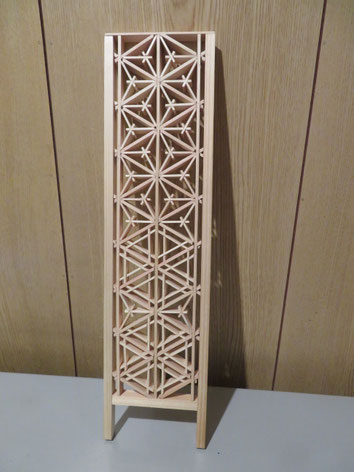
1面完成しました。
上から蜀江(しょっこう)、
角麻(かくあさ)、角胡麻(かくごま)。
蜀江などは初めてだったので、組子の精度が悪く少し歪んでしまいました。
これでいかに加工精度が必要か分かりました。
プロが使う専用工具が無いので気をつけて加工しないといけないですね。
プロはオリジナル工具を作って製作しているようで、工具はもちろん市販はされていません。
2025年4月30日
50mmピッチでけがいてから溝加工を行いました。
最初の2つを丁寧に注意深く溝加工を行いました。
その後の部分はけがいた部分を切り込みます。
3本まとめて切り込みを入れるのでケガキは1本で済みます。

3本をまとめ最初の溝に板厚3mmの板を差し込み輪ゴムで固定します。
それをクリップで固定します。

それを溝加工治具にセットし前の溝を起点に次の溝用の切り込みを入れカッターやラジオペンチで溝を作ります。
その作った溝を治具にセットして次の溝用の切り込みを入れます。
この様にして順に溝を作っていきます。

900mmの長さの地組用の材が3本同時に加工することができました。
これは三つ組手用地組の材料になります。
2025年5月5日
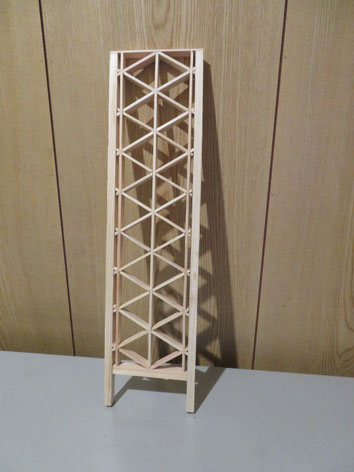
三つ組手での地組が完成しました。
2025年5月7日

三つ組手での地組が5枚完成しました。
麻の葉の組子を少し組んでみました。
2025年5月12日

2面目完成しました。
上から
重ね竜胆(かさねりんどう)
麻の葉(あさのは)
2025年5月17日
3面目完成しました。
上から
つの麻の葉(つのあさのは)
胡麻(ごま)
2025年5月20日

桜、弁天亀甲、専用の組子を製作しています。
厚さ4mm幅15mmの桧を台形状に加工し中心にV型溝を作る為、溝の深さと位置を変え3回ミニテーブルソーに通しました。
その後カッターで綺麗にV型溝に加工しました。

専用組子を地組に接着しました。
これに桜、弁天亀甲、の組子を入れていきます。
2025年5月24日
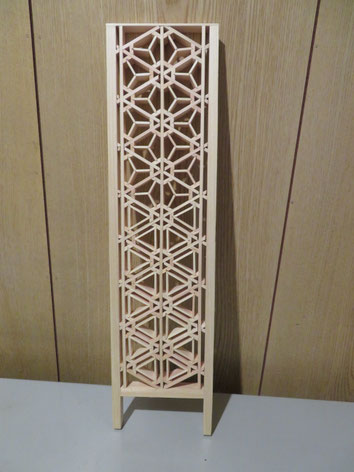
4面目完成しました。
上から
桜(さくら)
弁天亀甲(べんてんきっこう)
2025年5月30日

5面目の途中です。
上から2つめの所に八重麻(やえあさ)を組む予定なので、まずつの麻の葉(つのあさのは)を組みました。

40mmの板の両端を15°の角度に加工しました。

それを両面テープを貼ったカッティングボードに貼り付け、カッターナイフで真ん中に切れ込みを入れます。

それを切れ込み部分で折ります。
そして、つの麻の葉(つのあさのは)に組み入れます。

5面目完成しました。
上から
変わり胡麻(かわりごま)
八重麻(やえあさ)
帝つなぎ(みかどつなぎ)
八重麻は(やえあさ)は、とにかく手間がかかります。
その割に込み入りすぎてあまり美しくはない感じですが、襖以上の大きさの大作では濃淡の濃の部分を担うには、いい組子です。

二重麻の葉(にじゅうあさのは)に使う組子を作りました。
細かくて大変でその割に中々うまく作れません。

変わり麻の葉(かわりあさのは)に使う組子を作りました。
左上はミニテーブルソーで加工した状態です。バリがあります。
左下はカッターナイフでバリを切り取った状態です。綺麗になりました。
右は木工ボンドで接着した状態です。
綺麗にうまく作れました。
これらを多く作ります。
2025年6月6日
6面目完成しました。
上から
変わり麻の葉(かわりあさのは)
二重麻の葉(にじゅうあさのは)

6面を一堂にして見てみると遠目では美しい組子となっています。
最初にしてはいい出来だと思います。
近くで見ると粗が見えますが。

天板の六角形を作る為の材料を加工しました。
結合の為のスリットを作りそこに差し込むための厚さ2mmの板を加工しました。
2025年6月13日
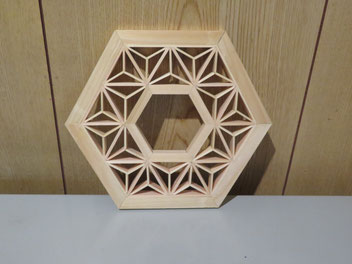
天板を作りました。
麻の葉の組子を入れました。
行燈の光源は白熱電球の予定なので熱を逃がすために、このままの状態で使います。
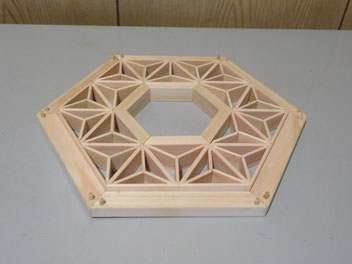
天板の裏です。
ダボ木に竹ぐしを使いました。
2025年6月17日

白熱灯取り付け台を製作しました。
材料はDAISOの桧板。
ダボ木はDAISOのΦ5mm材。
これを半分の20mmにして使用。

プラスチック障子紙を貼りました。
その前に水性オイルステインのクリアーを塗りました。
これを6面すべてに行う予定です。
ステインはすべての木材に塗ります。

白熱灯を取り付けるための台と両サイドの組子パネルを組み立てて、白熱灯を取り付けました。
これからパネル4枚を完成させて組み立てます。
2025年6月22日 行燈完成

上から
蜀江(しょっこう)
角麻(かくあさ)
角胡麻(かくごま)

上から
重ね竜胆(かさねりんどう)
麻の葉(あさのは)

上から
つの麻の葉(つのあさのは)
胡麻(ごま)

上から
桜(さくら)
弁天亀甲(べんてんきっこう)

上から
変わり胡麻(かわりごま)
八重麻(やえあさ)
帝つなぎ(みかどつなぎ)

上から
変わり麻の葉(かわりあさのは)
二重麻の葉(にじゅうあさのは)

天板にも綺麗に光が当たっています。

天井にも綺麗にシルエットが浮かび上がっています。
製作後記
2025年7月1日
まず最初にミニテーブルソーを購入し使用してみたところ、色々と問題点が明るみになり修理なり改造を行い何とか使えるようになりました。
しかしながら、最初によくわからなかったこのミニテーブルソーの癖みたいなものがわかってきましたが、最初に作った地組の時には分かっておらず加工精度が悪く、それが後々にも影響しました。
それはまずソーの左右のぶれがあったこと。これはグリスを塗ったり再調整して解決しました。
次にスライド部分に遊びがあり何にも考えずに切削すると精度にばらつきが生じることが分かりました。
その解決策としてはスライド部分を左または右に寄せて加工するようにして遊び部分を固定化するようにすることです。
後、材料にケガキして加工するときは一度刃を停止した状態で刃とケガキ線を合わせてから刃を回転させて切削するということです。
さらにケガキだけに頼らずガイド用固定具を使用し、いつも同じサイズで加工できるようにする。
この様なことが色々と製作が進むにつれて分かってきて、だんだん精度が上がって綺麗にできるようになりました。
組子細工は加工精度が美しさのための基本だということを思い知らされました。
そのためにプロの方は専用工具を用意されているのだと思います。
アマチュアとしてはそこまで専用工具を用意することができないのですが、治具を作り専用工具の代わりに時間を使うしかないと思いました。
要するに創意工夫により時間はかかりますが、対応は可能だと思います。